 |
 |
 |
 |

(1)増設部分の製作
その4 転車台の製作及び設置 (2)
5) 自動制御システムの取付及び電気配線
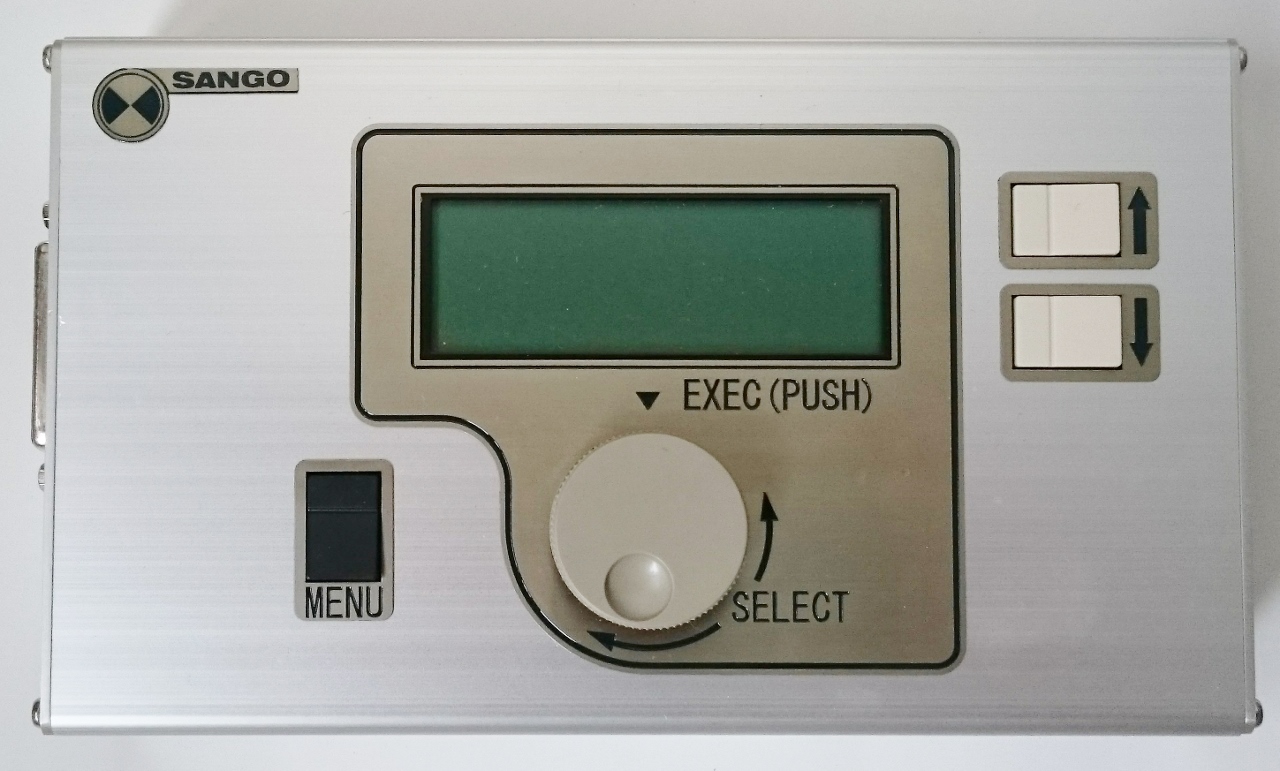
転車台のキットを購入後暫くして、転車台への接続線に合わせて桁の回転制御を自動的に行うシステムが珊瑚模型店から発売されました。このシステムでは、桁の停止位置を設定するエンコーダーを一周2400分割し、予め設定した番号の所で桁は停止し、設定すればその接続線に同時に給電すると言う優れものです。又、停止した時点で桁上の施錠装置が作動してベロ(施錠板)を出し、接続線側に設置された受け(施錠ガイド)に収まって固定され、回転時には自動的にベロは戻って解錠されます。(施錠装置は作動させないようにすることもできます) システムは別々のアルミ製のボックスに収まったコントロールユニットとI/Oユニット、およびユニット間の接続ケーブルと電源コード、エンコーダー、取扱説明書からなっています。このシステムでは分岐のアドレス設定のみならず、回転スピードや加減速ポイントの設定、施錠装置の自動・非使用設定等も行えるようになっています。桁の回転及び施錠装置はこのシステムで動かし、桁上の線路や接続線への走行用の給電は通常のパワーパックからI/Oユニットを通して行います。
運転台から少し離れた転車台の桁の停止位置を目視で確認するのも現実的ではないので、高価ではありましたがこのシステムの8分岐用を購入し取付けることとしました。
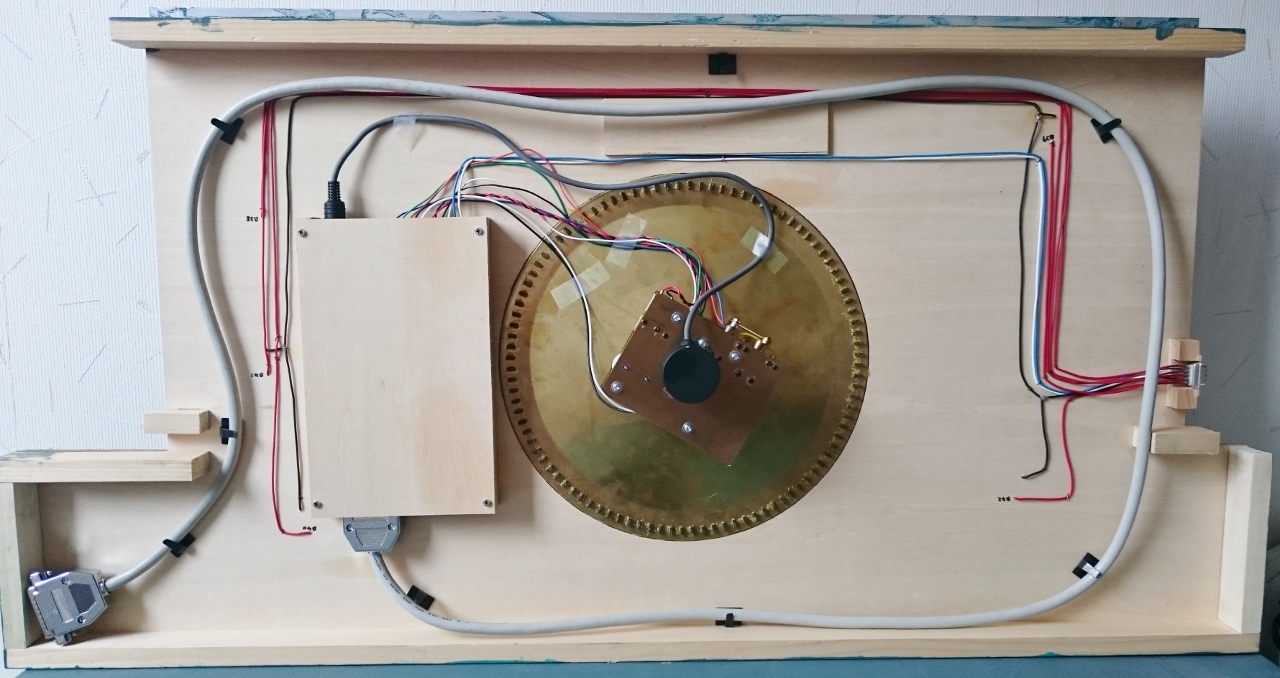
動力装置の桁用のセンターシャフトの下部へ自動制御システムに付属のエンコーダーを取り付けます。I/Oユニットは動力装置への結線の関係で転車台の近くに設置するのが望ましいのですが、アルミケースのままでは側枠高さ30mmのボード下に収まらないので、プリント基板やコネクター等一体となったユニットをアルミケースから取り出し、転車台ボードの裏側にねじ止めし、破損しないようにベニヤ板でカバーを取り付けました。(メーカーからは分解しない様指示が有ります) I/Oユニットのコネクターにはピット下に取付けた動力装置やエンコーダーから説明書通り配線をしますが、入出庫線や留置線への給電は、桁の向きに関係なく別個にオンオフさせるためユニットを通さず直接線路に配線しました。またレイアウト全体のコントロールボード上に、桁上の線路への給電の逆転スイッチを取付けました。I/Oユニットからコントロールユニットへの接続ケーブルはレイアウトの解体時にはボードの裏に収容するようにしました。
6) 接続線路及び施錠装置受けの取付
転車台への接続線路は5本のみで、入庫線と対面の留置線、出庫線と対面の留置線及び貨車移動機の車庫に入る線です。ピット上に出た中心の動力シャフトに、線路を固定した桁を設置した後、それぞれの接続線路の位置で停止するよう設定するため、コントロールユニットを操作して適当な位置で回転を止め、そのエンコーダー上の停止位置をコントロールユニット上で番号設定したうえ、それぞれ桁上の線路と一直線になるように正確に接続線路を敷設して仮固定していきます。一度桁を半回転させて接続線路に左右や高低方向にズレが無いことを確認し、問題なければ線路を固定します。もしどちらかの向きでズレが生じたら、桁上の線路が左右・高低方向に正確に対称になっているかを確認し、必要に応じて調整します。尚、桁は停止していても動力装置のギアーの遊びの分だけ(0.2-0.3mm位)ガタが残ります。線路の位置が確定したら、接続線路側に施錠装置の受けを取り付けます。実際に施錠装置のベロが挿入されますので、これも左右・上下方向を調整して正確に設置し、スムースに動くように調整した上接着剤で固定しました。施錠装置も桁を半回転させて、どちら側でも問題なく作動するか確認します。
7) 調整とテスト
接続線路と施錠装置受け全ての取付が終わりましたら、I/Oユニットとコントロールユニットをケーブルで接続し、線路への給電も仮配線し、伝動機構やリンク部分に注油して十分テストを繰り返します。テストのポイントは、
a) 桁はスムースに回転し、回転時に桁上の線路及び施錠装置のベロが接続線路や施錠装置受けに接触しないこと。 b) 桁がそれぞれの接続線路の位置で停止した時に、桁上の線路と接続線路との間で上下・左右ともズレが無く、車両・車輪も問題なく通過すること。また桁を左右それぞれの向きに回転し停止させた場合でも問題ないこと。尚、桁上の線路と接続線路のレール先端の内側は少しヤスリを掛けてフランジがスムースに通過するようにしました。 c) 桁の停止時は接続線路の施錠装置受けに施錠装置のベロが挿入され、回転時は確実に桁側に引戻されていること。(施錠装置のベロは桁の停止時にリンク機構により引出され、桁の回転時にはバネで引込まれるが、不具合により引出されたままの状態で回転すると施錠装置受けや接続線路を壊します。心配な場合はベロを作動させないように設定すること) d) 桁の停止位置に関わらず、桁上の線路への給電が問題なくなされていること。
上記のテストで少しでも問題が有れば、徹底的に修正しておきます。テストですべての機能に問題なければ、分解・洗浄して桁や牽引車等を塗装し、再度組立てます。分解後再組立てすると、上記で調整したものも少し狂ってきますので、再度調整した上、上記のテストを繰り返します。調整が済みましたら牽引車を桁の所定の位置に両面テープで固定し、桁上には手元のストックに有った転轍梃子を施錠装置の梃子と見立てて設置し、転車台の完成としました。
8) 転車台ボードの保管・運搬方法
前述の通り転車台ボードの幅は450mmですが、転車台の動力機構やエンコーダーが裏に付いているため、ボード側枠の下端より50mmほど張出してしまいますので、そのままではボードを平面上に置くことができません。その為以前製作した幅450mm、側枠高さ45mmの駅ボードの蓋に動力装置を落とし込める穴を開け、その上に転車台ボードを載せて保管・運搬することにしました。また桁の櫓の高さがボード上80mm弱有りますので、その高さに合わせて損傷防止用の蓋を取り付けました。
結局転車台の製作・取付には色々試行錯誤をしたこともあり、一月半ほど掛かってしまいましたが、製品の設計も所謂マニア好みとなっており、その出来栄えは満足できるもので、やはり蒸機のいる駅構内の風景にはこれは欠かせません。
(2020年8月 M.F)


|
|
|
|
|